

Structural braces for large industrial equipment

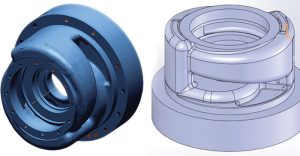
Journal bearing design for a centrifugal pump

Journal bearing for a centrifugal pump

Dots utilized during the reverse engineering scanning process

Bearing support
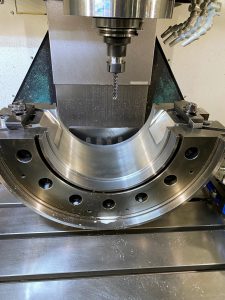
Babbitted bearing guide in the process of machining

Precision machined component for a nuclear power plant
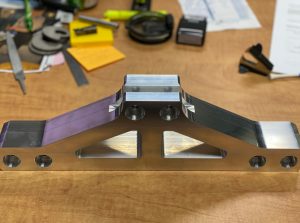
Structural brace for large industrial equipment

Industrial fabrication of a manufacturing stand for a small business of chocolate makers

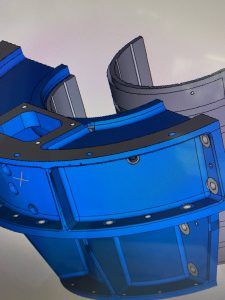
Software screenshot of the 3D modeling process of a centrifugal pump casing

Finished and machined guide bearing
Guide bearing 3D model
 Beyond ensuring conformance of reverse-engineered parts to the original design, 3D scanning can be used for as-found component inspection. Our Creaform handheld scanner can provide a complex surface inspection, including wear analysis, 3D free form surface profile measurement analysis, and complex surface inspection.
Comparison of as-found scanned measurements to the original design can aid in understanding the drivers of component wear during root cause analysis.
Using 3D scanning technology, Hydro Richards can accurately and efficiently generate 3D CAD models and STL files. These models can be used for 3D digital preservation and archiving, creating part drawings as part of the equipment documentation, and parts library creation for as-needed rapid prototyping.
We are able to generate digital models over a variety of surface finishes, textures, colors, and levels of detail. Some of our services include:
Beyond ensuring conformance of reverse-engineered parts to the original design, 3D scanning can be used for as-found component inspection. Our Creaform handheld scanner can provide a complex surface inspection, including wear analysis, 3D free form surface profile measurement analysis, and complex surface inspection.
Comparison of as-found scanned measurements to the original design can aid in understanding the drivers of component wear during root cause analysis.
Using 3D scanning technology, Hydro Richards can accurately and efficiently generate 3D CAD models and STL files. These models can be used for 3D digital preservation and archiving, creating part drawings as part of the equipment documentation, and parts library creation for as-needed rapid prototyping.
We are able to generate digital models over a variety of surface finishes, textures, colors, and levels of detail. Some of our services include:
- Design modification from existing components
- Advanced Class-A surface modeling and Class-B surfacing
- Parametric 3D modeling in generic or native file formats
- Data preparation for digital simulation
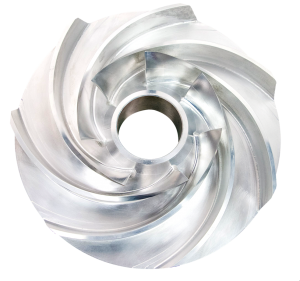 For customers that need a hydraulic component in an expedited time frame, milled vane impellers are an essential service. In contrast to cast impellers, which have longer lead times and increased risk related to casting imperfections, milled vane impellers can be produced quickly with superior quality.
Our milled vane impellers are backed by Hydro Richards’ robust reverse engineering processes and Hydro, Inc.’s hydraulic design engineers. Not only can they be provided with a shorter lead time than traditionally cast impellers, but the improved surface also finish achieved through this process results in an increased efficiency and energy cost savings.
For customers that need a hydraulic component in an expedited time frame, milled vane impellers are an essential service. In contrast to cast impellers, which have longer lead times and increased risk related to casting imperfections, milled vane impellers can be produced quickly with superior quality.
Our milled vane impellers are backed by Hydro Richards’ robust reverse engineering processes and Hydro, Inc.’s hydraulic design engineers. Not only can they be provided with a shorter lead time than traditionally cast impellers, but the improved surface also finish achieved through this process results in an increased efficiency and energy cost savings.